



 扫一扫
扫一扫
产品特点图

聚贤丰汇专注钢板切割、钢板下料、中厚钢板加工、特厚钢板零割,最常见的切割方式是哪一种,火焰切割设备成本低,是钢板切割厚金属板 经济有效的手段,但在薄板切割方面有其缺点。与等离子体相比,火焰切割的热影响区更大,热变形也更大。为了准确有效的切割,操作人员需要有高超的技术来避免金属板材在切割过程中的热变形。
火焰切割方式有两种:火焰切割和切割机切割。
气割,切割炬又称火焰枪。使用不同的气体,结构也不同。常用的是氧乙炔炬。乙炔压力为0.01~0.12mpa,氧气压力为0.50~1.0MPa。两种气体通过各自的通道在火焰枪中混合燃烧。火焰的大小和性质可以调整。通常采用手动手持火焰枪切割轧制后的大管坯和板坯,或对钢材矫直后的缺陷进行补充切割。
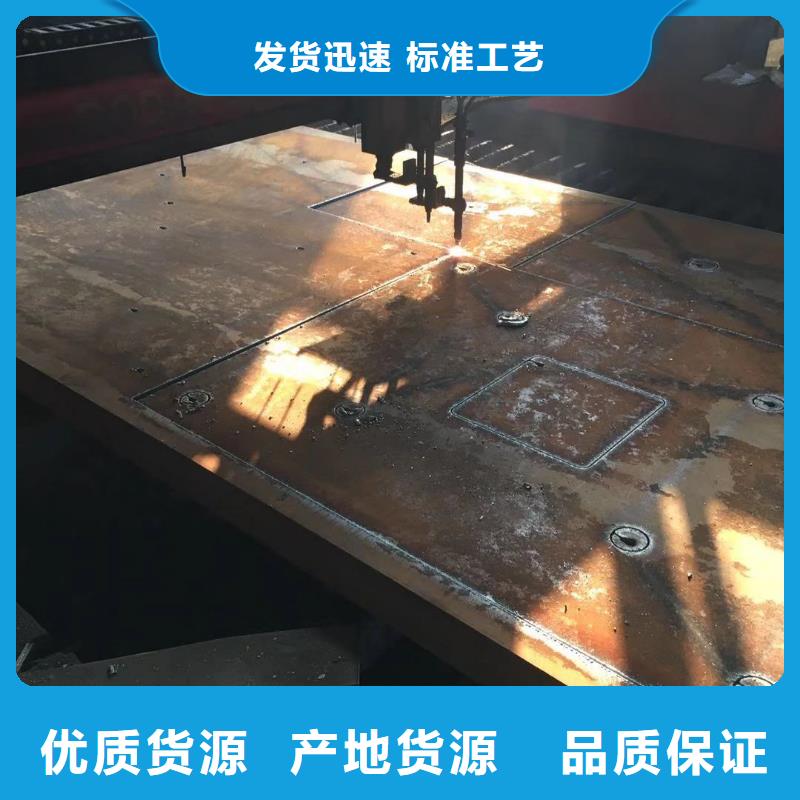
切割机切割,它由割炬、定径机构和割缝清洗装置组成,其工作原理类似于火焰枪。定长机构有机械式、脉冲式、光电式,可实现自动定长。分切清理装置是专门用于清理粘在分切口上的残留物,以防止影响钢材的表面质量。清洗方法是用刮板将粘渣刮掉,再用一组高速旋转的尖锤将粘渣和毛刺敲掉。火焰切割机主要用于连铸机后坯的在线切割设备,切割大断面坯、板坯、管坯,切割厚度大于50mm的成品钢板。
火焰切割常用的有乙炔、丙烷、液化气、焦炉气、天然气等。考虑到污染、能源消耗和成本比,天然气是最适合切割的天然气。但是天然气也有其局限性,即火焰温度不高,导致切割效率不如乙炔。为了弥补这一缺陷,大多数天然气切割厂家选择在天然气中添加增效剂来提高火焰温度和切割效率。包钢和中铁山桥集团使用的是掺有申奇添加剂的协同天然气。包钢生产的中厚板因其平整度而被文昌卫星中心工程标准化。中铁山桥集团使用的协同天然气是珠港澳大桥建设的前期准备。因此,参芪加气的效果是非常显著的。
1.检查现场是否符合安全要求,切割炬、氧气瓶、乙炔瓶(或乙炔发生器、防闪器)胶管、压力表是否正常,按操作规程连接气割设备。
2.切割前应先将工件拉平,工件下方应留有一定间隙,以方便去除氧化铁渣。切割时,为防止操作者被飞溅的氧化铁渣烫伤,必要时可加挡板。
3.通过点燃火焰检查空气管路,并适当调整预热火焰。然后打开切割氧阀,观察切割氧流量的形状(即风线)。风线应该是直线的、清晰的、长度合适的圆柱体。只有这样才能使工件切口的表面光滑、干净,宽度一致。如果空气管路不规则,应关闭所有阀门,切割喷嘴的内表面应用针或其他工具进行修整,使其光滑。
4.把氧气调到所需的压力。对于喷射式割炬,要检查割炬是否有喷射能力。检查方法是先拔出乙炔油
氧气,等离子体,激光或水射流
中碳钢板的钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合钢板切割厚钢板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的准确度高,有的准确度低。
氧气钢板切割。然而,就钢板成型和钢板切割而言,绝大多数操作都是在厚度达12英寸的钢板上进行的。

适用范围


聚贤丰汇金属材料有限公司是一家专注设计、生产 云南昭通1Cr6Si2Mo钢板等产品的大型企业。公司位于天津市武清区北方世纪钢材城,地理位置优越,交通便利,运输发达。公司奉行销售产品,满足客户的需求,一切以顾客为中心,牢牢把握市场。我们作为一家专注于 云南昭通1Cr6Si2Mo钢板的公司,我公司经验丰富,管理科学规范化,售后服务完善,致力于为客户提供创新技术,质量过硬的产品,以人无我有,人有我优”的原则为推动环保事业的发展不断做出新的贡腻,与时俱进,再创新高。




为什么选择我们

聚贤丰汇特钢有限公司专注钢板下料、钢板切割、中厚钢板加工、特厚钢板零割、在现代社会,钢板生产厂家产品的引进越来越成为城市规划中不可缺少的材料。钢板生产厂家在我们的生活中扮演着越来越多的角色,给我们的生活带来了越来越多的便利,人们接触的钢板生产厂家产品也越来越多。钢板生产厂家逐渐与人们的生活息息相关。因此,钢板生产厂家的优点被越来越多的人所认可。
为了避免资源的浪费,我们在加工钢板下料的时候要充分利用材料,这样才能保证质量的稳定和性价比的提高。
在钢板加工的过程中,合理的利用资源可以做出更好的产品,那么我们在切割钢板的时候怎样才能做出更合理的产品呢?聚贤钢板加工厂为您总结了以下注意事项。
钢板切割下料的标准是我们将要开始了解的,而对于钢板切割来说也是必不可少的,所以我们需要了解和学习。下面聚贤编辑将推出这些内容,希望对大家有所帮助,让这些知识能够更好的为我们服务。
物料需求当钢板切割和钢板下料时,应先检查质量和各项指标是否符合规定的要求。还需要检查钢板中所含的各种信息是否正确,一切确认后才能开始下料。
切割操作过程
(1)自动切割时,钢板放在平台上后,钢板两端与导轨的距离应在5mm以内。
(2)如果是半自动切割,那么应将导轨放置在钢板平面上,然后放在切割机上。
(3)有割炬的一侧应面向操作者,切割喷嘴的选择应根据钢板厚度确定,切割直线度、速度、切割参数和工艺参数应适当调整,以达到 切割效果。
(4)切割钢板前,要对钢板进行清洗,清除表面的污垢和杂质,并在下面留出一定的空间,以便吹渣。
(5)割炬的移动应均匀。火焰芯 与切割片表面的距离为2~5mm。如果距离太近,切口的边缘会融化。如果距离太远,热量会不足,切割容易中断。
(6)如果钢板下料的厚度相对较大,使用的火焰预热应足够大,气流的长度应该超过三分之一的工件的厚度,和应该有一定的夹角切割喷嘴与工件的表面,一般10-20度,这样可以加热均匀的边缘部分。
(7)在钢板切割过程中,要随时观察一些可以影响切割质量的因素,确保切割能够连续进行。
热切割件的检验指标
(1)钢切割完成后,应检查切割表面有无裂纹、夹渣等缺陷,一般为外观检查。
(2)在被切割工件上应标明名称、编号等信息,并进行标识,包括部件规格、部件材料等,以便一目了然。

技术支持:s797.com